





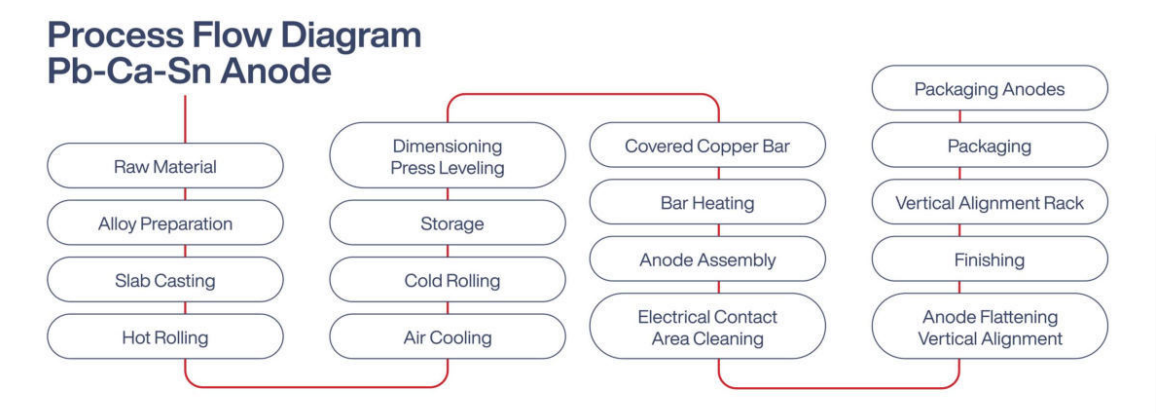

Pb-Ca-Sn Alloy Preparation
It consists of preparing an alloy of lead and other components (calcium, tin, Pb) in metal pots, according to specifications. The pots must operate with temperatures according to the material used, controlled with immersion thermocouple inserted in each pot, which send the temperature values to the process control panel.

Slab Casting or Moulding
It is the stage of transfer of the molten lead alloy from the pot to metal molds, forming blocks, activity carried out as instructional Work Instruction AND-WRI-010, "Slab Casting".

Hot Rolling
It Activity is the mechanical reduction of the blocks, at a working temperature that can vary from 280 to 240°C, until achieving a thickness at least three times the final thickness of the anodic sheet of according to the production schedule of the month in each pass it is reduced between 10 to 15% of the thickness, by means of rolling rollers.

Cold Rolling
It is the rolling activity that is carried out after resting for approximately 24 hours at room temperature, obtained in the hot rolling activity in this stage the thickness is reduced between 5 to 19% in each pass to determine the final thickness according to the monthly production program forming anodic sheets, according to what is established in the Instruction.

Aging
In this stage the anodic sheet is dimensioned according to format or design established for the project made with a die-cut die mounted on eccentric press.

Dimensioning and Levelling of Anodic Sheet
In this stage the anodic sheet is dimensioned according to format or design established for the project, made with a die-cut die mounted on eccentric press.

Rolling or Levelling
The previously dimensioned sheets are thinned in a straightening machine which has lower and upper rollers, motorized independent adjustment. Leveler, allows to rectify the plates, ensuring the adequate flatness of the anodic sheets.

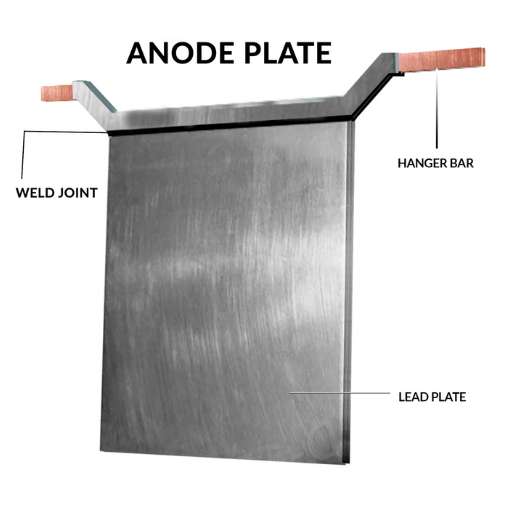
Assembly of Anodes & Final Terminations
Assembly of Anodes & Final Terminations is the last stage of anodic manufacturing and refers to the assembly between the anodic sheet and the copper bar and then make the final endings of the product, sequentially the activities.
Pb-Ca-Sn Alloy Preparation
It consists of preparing an alloy of lead and other components (calcium, tin, Pb) in metal pots, according to specifications. The pots must operate with temperatures according to the material used, controlled with immersion thermocouple inserted in each pot, which send the temperature values to the process control panel.
Cold Rolling
It is the rolling activity that is carried out after resting for approximately 24 hours at room temperature, obtained in the hot rolling activity in this stage the thickness is reduced between 5 to 19% in each pass to determine the final thickness according to the monthly production program forming anodic sheets, according to what is established in the Instruction.
Rolling or Levelling
The previously dimensioned sheets are thinned in a straightening machine which has lower and upper rollers, motorized independent adjustment. Leveler, allows to rectify the plates, ensuring the adequate flatness of the anodic sheets.
Slab Casting or Moulding
It is the stage of transfer of the molten lead alloy from the pot to metal molds, forming blocks, activity carried out as instructional Work Instruction AND-WRI-010, "Slab Casting".
Aging
In this stage the anodic sheet is dimensioned according to format or design established for the project made with a die-cut die mounted on eccentric press.
Assembly of Anodes & Final Terminations
Assembly of Anodes & Final Terminations is the last stage of anodic manufacturing and refers to the assembly between the anodic sheet and the copper bar and then make the final endings of the product, sequentially the activities.
Hot Rolling
It Activity is the mechanical reduction of the blocks, at a working temperature that can vary from 280 to 240°C, until achieving a thickness at least three times the final thickness of the anodic sheet of according to the production schedule of the month in each pass it is reduced between 10 to 15% of the thickness, by means of rolling rollers.
Dimensioning and Levelling of Anodic Sheet
In this stage the anodic sheet is dimensioned according to format or design established for the project, made with a die-cut die mounted on eccentric press.


